隨著“雙碳”目標推進,工業(yè)窯爐節(jié)能降耗成為制造業(yè)綠色轉(zhuǎn)型的關(guān)鍵。
陶瓷纖維模塊作為新一代高效隔熱材料,具有重量輕、耐高溫、熱穩(wěn)定性強等優(yōu)勢,可替代傳統(tǒng)耐火磚,降低窯爐表面散熱損失。然而,安裝質(zhì)量直接影響模塊性能,不規(guī)范操作可能導(dǎo)致隔熱失效、模塊脫落等問題。為了提高產(chǎn)品的安裝質(zhì)量,本文為大家分享了該產(chǎn)品的具體安裝步驟:
1.基面預(yù)處理
清除爐壁銹蝕、油污及松散物,確保鋼板表面平整度誤差≤3mm/m?2,焊接區(qū)域無水分殘留。
2.錨固件定位焊接
(1)按設(shè)計圖紙標注螺栓位置,采用專用模具定位焊接,確保相鄰螺栓中心距誤差≤2mm,垂直度偏差≤5°。
(2)焊接后逐根檢查螺栓抗拉強度,不合格者需補焊或更換。
3.背襯層鋪設(shè)
將陶瓷纖維毯壓縮至設(shè)計厚度(通常為原厚度的60%-70%),毯間接縫錯層≥50mm,用快速卡扣固定防止回彈。
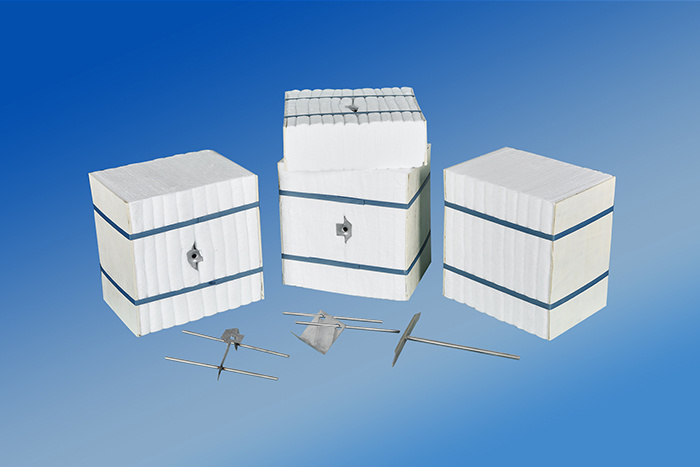
4.模塊精準組裝
(1)將導(dǎo)向桿套入螺桿,陶瓷纖維模塊沿導(dǎo)向桿穿入后旋緊螺母,拆除導(dǎo)向桿后檢查模塊與爐壁貼合度,間隙≤1mm。
(2)遵循“先爐頂后爐墻、由下至上”原則,模塊間縫隙用補償毯填塞壓實。
5.表面修整與密封
用專用拍板將模塊表面拍平,局部凹陷處用同材質(zhì)纖維棉填補,確保整體平整度誤差≤2mm。
6.防護涂層噴涂
表面均勻噴涂耐高溫固化劑,厚度控制在0.2-0.3mm,增強抗氣流沖刷能力。
7.質(zhì)量驗收
采用紅外熱成像儀檢測陶瓷纖維模塊表面溫度分布,熱點溫差≤15℃;敲擊檢查模塊固定情況,無空鼓聲為合格。
隨著陶瓷纖維模塊在工業(yè)領(lǐng)域的廣泛應(yīng)用,安裝技術(shù)的標準化不僅提升了施工效率,更推動了高溫工業(yè)向低碳、安全方向轉(zhuǎn)型。
 魯公網(wǎng)安備 37039002000296號
備案號: 魯ICP備13009392號-2
網(wǎng)站地圖 技術(shù)支持:淄博歐凱
魯公網(wǎng)安備 37039002000296號
備案號: 魯ICP備13009392號-2
網(wǎng)站地圖 技術(shù)支持:淄博歐凱